Explore our foundational range of architectural, commercial, and utility lighting fixtures designed to meet strict international standards.






An in-depth analysis of structural efficiency, international safety integration, and the commercial necessity of premium linear light modules.
As multinational corporations align operations with ESG (Environmental, Social, and Governance) parameters, industrial lighting has shifted from a functional utility to a strategic lever for energy conservation. Modern manufacturing centers, automated logistics hubs, and massive storage facilities consume high levels of baseline power. Replacing old T5/T8 fluorescent tube configurations with CE-certified integrated LED battens reduces lighting energy footprints by up to 65% to 75% when optimized with occupancy and daylight harvesting systems.
Within the European Economic Area (EEA), the CE marking represents compliance with strict safety, health, and environmental protection requirements. For wholesalers, architectural specifiers, and procurement officers, sourcing CE certified linear luminaires guarantees compliance with key European directives: the Low Voltage Directive (LVD) 2014/35/EU, the Electromagnetic Compatibility (EMC) Directive 2014/30/EU, and the Restriction of Hazardous Substances (RoHS) Directive. Non-compliant fixtures pose severe liability hazards, cause operational interruptions, and result in regulatory fines.
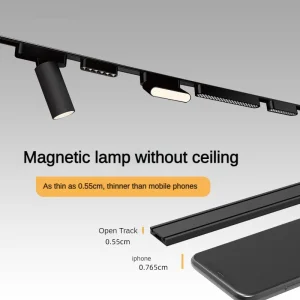
Information Gain Perspective: Modern CE-compliant LED battens represent a complete architectural redesign of the linear fixture. Rather than housing replaceable tubes within a simple metal frame, contemporary units feature integrated LED boards and high-performance drivers. This integration improves thermal dissipation pathing, mitigates optical losses, and guarantees an operational lifespan exceeding L80B10 at 50,000 hours.
Understanding the internal engineering of high-output linear fixtures is vital to selecting components for complex building systems. Key technical parameters define the longevity and output quality of industrial luminaires:
Our operational achievements and technical standards reflect decades of professional manufacturing experience.
As a global supplier, Haining Glow Light Co., Ltd. understands that mechanical requirements vary by geographical region. For instance, the UK and European projects require distinct electrical and environmental protections:
For wet rooms, food processing plants, and washdown bays, batten structures must resist moisture penetration. Silicon gaskets and seamless co-extruded PMMA casings prevent dust ingress and high-pressure water infiltration.
Integrated emergency battery packs deliver required light output during power interruptions. Integrated microwave sensors provide multi-stage dimming based on occupancy, reducing utility consumption.
Modern building systems use digital addressable lighting interfaces (DALI) to adjust light outputs according to building demands. This allows managers to schedule maintenance profiles and track system-wide diagnostic status.
Linear lighting technology continues to evolve. Our research and development center focuses on three key trends shaping the future of linear illumination:
A professional lighting manufacturer established in 2002, combining design, research, development, and production.
Haining Glow Light Co., Ltd. is a specialized lighting manufacturer with over two decades of industry experience. We are committed to delivering high-quality decorative, commercial, and industrial lighting solutions to customers worldwide. Our team supports customized design and OEM/ODM services, enabling us to develop unique lighting products tailored to specific market demands and client requirements. From initial concept design to final mass production, we ensure efficiency, creativity, and consistent quality.


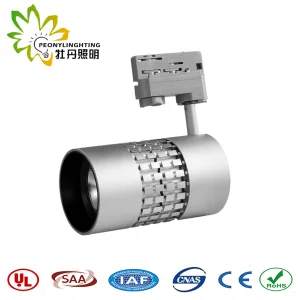
Our factory has completed the SEDEX 4P factory audit, reflecting our commitment to ethical business practices, worker welfare, and responsible manufacturing. Our core team members each have over 10 years of experience in the lighting industry, ensuring professional management and product excellence. All of our products comply with international standards and hold certifications such as UL, cUL, CE, RoHS, VDE, and GS. We also provide professional testing reports and hold multiple design patents to support compliance in key global markets.
Our Mission: We are dedicated to providing outstanding service, maintaining superior quality, and driving innovation. With quality as our foundation and customer satisfaction as our core, we strive to create long-term value for our partners.
Answers to common questions regarding technical features, compliance, and industrial application design.
Discover our specialized commercial components, intelligent lighting options, and task-specific workspace lamps.







